ПОГЛОЩАЮЩИЕ АППАРАТЫ
СОВРЕМЕННЫЕ ПОГЛОЩАЮЩИЕ АППАРАТЫ
В последние годы в конструкциях поглощающих аппаратов, устанавливаемых на строящиеся грузовые вагоны, произошли коренные изменения. Это, безусловно, стало следствием введения в действие в начале текущего десятилетия отраслевого стандарта ОСТ 32.175—2001 «Поглощающие аппараты автосцепного устройства грузовых вагонов. Общие технические требования».
В стандарте впервые в отечественной истории была применена концепция разделения поглощающих аппаратов на классы в зависимости от их технических показателей, в первую очередь, энергоемкости. Предъявляемые этим документом требования стимулировали разработку новых конструкций поглощающих аппаратов, Основной путь достижения требуемых показателей — использование в конструкциях поглощающих аппаратов высокотехнологичных полимерных материалов.
В настоящее время в эксплуатации находится около десятка моделей поглощающих аппаратов, Их серийное производство было освоено в последнее десятилетие.
Все поглощающие аппараты предназначены для амортизации динамических продольных сил, действующих на подвижной состав в эксплуатации и передаваемых через автосцепку на упоры и хребтовую балку, Эти функции они должны выполнять в режимах маневровой и поездной работы вагонов и локомотивов.
Требования эксплуатации обеспечиваются определенными показателями силовой характеристики аппарата, представляющими собой зависимость силы сопротивления аппарата от хода при сжатии и отдаче. Таким образом, силовая характеристика поглощающего аппарата в значительной степени влияет на уровень продольных сил, действующих на вагон, сохранность конструкции вагона и перевозимых грузов.
По способу поглощения энергии поглощающие аппараты делят на следующие группы:
- фрикционные (поглощение механической энергии происходит за счет работы сил трения на рабочих поверхностях деталей фрикционного узла);
- гидравлические (за счет дросселирования жидкости);
- эластомерные (за счет продавливания высоковязкого эластомерного материала через калиброванный щелевой зазор или отверстие);
- аппараты из упругих элементов (за счет внутреннего трения в упругих элементах при их деформации);
- комбинированные (поглощение энергии происходит двумя или более из указанных выше способов).
В настоящее время технические параметры поглощающих аппаратов регламентированы нормативными требованиями отраслевого стандарта ОСТ-32.175—2001. Сертификационные требования к показателям, влияющим на безопасность, определены нормами безопасности НБ ЖТ ЦВ-ЦЛ 022—2000. Габаритные размеры должны обеспечивать возможность применения аппаратов на вагоне, оборудованном автосцепным устройством с установочными размерами по ГОСТ 3475—81.
В конце 2008 г. ОАО «РЖД» были утверждены технические требования на перспективное автосцепное устройство для грузовых вагонов нового поколения. Ими следует руководствоваться при разработке и испытаниях новых конструкций поглощающих аппаратов. В них наиболее полно отражены различные показатели поглощающих аппаратов и требования к ним.

В табл. 1 приведено разделение поглощающих аппаратов на классы по основным техническим показателям. Основным критерием, по которому тот или иной аппарат относят к одному из классов, следует считать величины номинальной и максимальной энергоемкости, поскольку для аппаратов, имеющих узел сухого трения, определение статической энергоемкости является по ряду причин нецелесообразным. При этом полученные значения не будут информативными.
Ряд требований, предъявляемых к поглощающим аппаратам, — общий для всех классов. Усилие начальной затяжки поглощающего Рп от 0,1 до 0,4 МН. Сила сопротивления при статическом сжатии на максимальный рабочий ход аппарата должна быть не менее 1,5 МН, при ударном сжатии — не более 3,0 МН. Коэффициент необратимого поглощения энергии при статическом сжатии должен быть не менее 0,4 и при ударном сжатии — не менее 0,7.
Для аппаратов, имеющих фрикционный узел, установлены требования по динамической энергоемкости в состоянии поставки (не менее 30 кДж для аппаратов класса ТО и не менее 50 кДж для аппаратов класса Т1).
Требования к диапазону рабочих температур обеспечивают возможность эксплуатации аппаратов во всех климатических зонах России и ближнего зарубежья, При температуре -60 °С аппараты должны полностью сохранять функциональную работоспособность, Изменение номинальной энергоемкости в диапазоне температур от -40 до +50 °С не должно превышать 30 %.
Характеристики поглощающих аппаратов и их показатели существенно зависят от конструкции и типа вагона, вида и способа груза и других условий проведения испытаний. Поэтому ОСТ 32,175—2001 предписывает контролировать показатели аппаратов при проведении испытаний по типовым методикам СТ ССФЖТ ЦВ-ЦЛ. Это обеспечивает возможность объективной оценки аппаратов различных типов и сравнение их показателей.
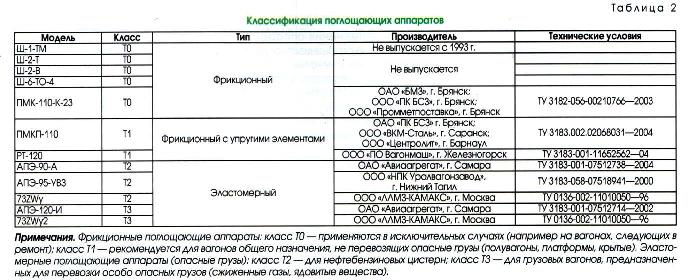
В табл. 2 представлены существующие в эксплуатации и серийно производимые поглощающие аппараты с отнесением их к конкретным классам, типам энергии), Также даны сведения об их производителях и технических условиях изготовления.
Как видно,
- к классу ТО относятся пружинно-фрикционные аппараты,
- к классу Т1 — преимущественно, фрикционные поглощающие аппараты с полимерными упругими элементами (комбинированные), в которых поглощение энергии осуществляется как за счет трения во фрикционном узле, так и за счет внутреннего трения в упругих элементах,
- к классу Т2 — эластомерные аппараты, но могут встречаться и комбинированные,
- к классу ТЗ — исключительно эластомерные поглощающие аппараты.
Область применения аппаратов класса ТО должна ограничиваться лишь исключительными случаями (например, на вагонах следующих в ремонт). Аппараты класса Т1 должны устанавливаться на все виды неспециализированного подвижного состава, а также на вагоны, предназначенные для эксплуатации в маршрутных поездах постоянного формирования.
Специализированные вагоны, перевозящие опасные и дорогостоящие грузы, которые могут быть повреждены при воздействии на вагон больших продольных сил, должны быть оборудованы аппаратами классов Т2 и ТЗ.
Технические требования на перспективное автосцепное устройство предписывают устанавливать поглощающие аппараты класса Т2 на цистерны, специализированные платформы, некоторые типы крытых вагонов, перевозящие ценные и опасные грузы классов 3,4,5,8,9 по ГОСТ 19433—88. Аппараты класса ТЗ рекомендуется устанавливать на газовые и химические цистерны, а также на вагоны, перевозящие особо опасные грузы классов 1,2,6,7 по ГОСТ 19433-88.
В настоящее время вновь строящиеся вагоны оборудуют поглощающими аппаратами в соответствии с приведенной выше классификацией. С 2002 г. поглощающими аппратами классов Т2 и ТЗ оборудуют все вновь изготавливаемые цистерны, а с 2005 г. все соответствующие вагоны новой постройки стали оборудовать аппаратами класса Т1.
В конце 2007 г. было утверждено руководство по капитальному ремонту грузовых вагонов № 627—2007. В нем предусмотрена постановка аппаратов соответствующих классов при капитальном ремонте.
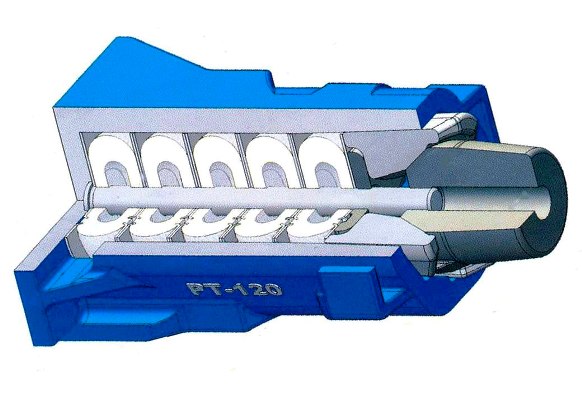
ПОГЛОЩАЮЩИЙ АППАРАТ РТ-120
С 2004 г, освоен серийный выпуск поглощающего аппарата РТ-120. Фрикционный узел в аппарате подпирается комплектом упругих элементов. Особенностью фрикционного узла, в отличие от других аппаратов шестигранного типа (таких как Ш-2-В), является наличие на внутренних поверхностях корпуса в зоне работы клиньев бронзовых вставок. Они стабилизируют трение и позволяют снизить износы трущихся деталей. Кроме того, аппарат не имеет стяжного болта. Направляющий стержень служит для центрального сжатия упругого комплекта. В качестве упругого узла в поглощающем аппарате РТ-120 применен комплект из полимерных элементов, поджатых с помощью шайбы, трех фрикционных клиньев и нажимного конуса. На корпусе в зоне контакта с клиньями расположены Н-образные канавки. В них запрессованы бронзовые вкладыши, снижающие интенсивность износа поверхностей корпуса и клиньев.
Несомненное достоинство данной модели — длительный ресурс, Однако процесс приработки данного аппарата занимает достаточно большой промежуток времени, К недостаткам можно отнести общую проблему фрикционных поглощающих аппаратов — нестабильность силовой характеристики.
В классе Т1 представлена также модель ПМКП-110. В сущности, конструкция этого аппарата аналогична конструкции аппарата ПМК-110К-23, хорошо известного в эксплуатации.
Только в отличие от предшественника фрикционный узел у новой модели подпирается посредством комплекта упругих элементов. Аппарат сохранил положительные черты своего прототипа. Он обладает достаточно стабильной силовой характеристикой и быстрой приработкой, фактически с первых дней работы, что обеспечивает необходимые эксплуатационные показатели.
К недостаткам данной конструкции можно отнести наличие стяжного болта. В эксплуатации отмечены случаи самораскручивания (самозакручивания) гайки. При этом повреждается резьба стяжного болта, аппарат при снятии с вагона разваливается и требует сборки.
ЭЛАСТОМЕРНЫЕ ПОГЛОЩАЮЩИЕ АППАРАТЫ
Первым эластомерным аппаратом, появившимся в России еще в середине 90-х годов прошлого века, стал аппарат 73ZW, Он состоит из литого корпуса, амортизатора, наполненного эластомерной композицией, и упорной плиты. Несмотря на высокую энергоемкость, которая в 3—4 раза превышала энергоемкость выпускавшихся в то время пружинно-фрикционных аппаратов Ш-2-В, аппарат не выполнял требования, предъявляемые к величине силы статического закрытия.
В связи с этим в 2004 г. была проведена модернизация аппарата. В результате нее в конструкцию аппарата был добавлен упругий полимерный элемент, Это и позволило реализовать требуемую силу статического закрытия аппарата. При этом модель получила обозначение 73ZWy.

В том же году начался серийный выпуск аппарата 73ZWy2, который по своим характеристикам соответствовал классу ТЗ. Визуально друг от друга эти две модели можно отличить лишь по толщине упорной плиты. У модели 73ZWy2 она на 20 мм тоньше стандартной.
В 2001 г. российские производители освоили серийный выпуск отечественных эластомерных аппаратов. Специалисты ООО «НПК "Уралвагонзавод"» разработали и начали серийный выпуск аппарата модели АПЭ-95-УВЗ. Конструктивно этот аппарат выполнен из литого корпуса и амортизатора, заполненного эластомерной композицией,
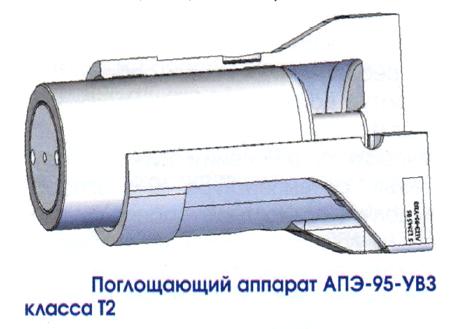
В отличие от аналогов аппарат АПЭ-95-УВЗ упорной плитой не комплектуется, Стоит также отметить, что с 2008 г. данный аппарат был модернизирован по тем же причинам, что и 73ZW. В его конструкцию также вошел упругий полимерный элемент, получивший наименование эластичной вставки.
Еще две модели отечественных эластомерных аппаратов выпускает ОАО «Авиаагрегат». Характерным признаком этих моделей является отсутствие литого корпуса.
Освоение серийного производства эластомерных поглощающих аппаратов было начато на этом предприятии в 1999— 2001 гг. с модели АПЭ-120-И. Аппарат состоит из цилиндрического корпуса, штока с поршнем, донышка и промежуточной гайки. В комплект также входит и упорная плита.
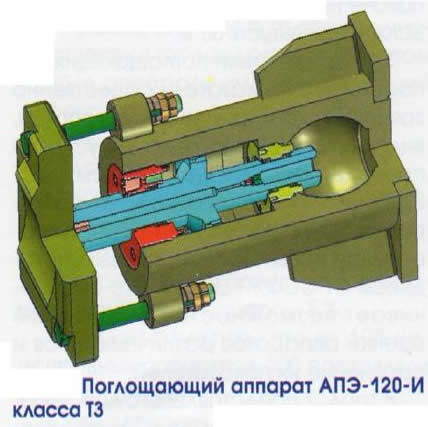
Данный аппарат имеет две внутренние камеры — цилиндрическую и сферическую, в то время как все прочие имеют только цилиндрическую. Это позволило реализовать достаточно большую силу статического закрытия аппарата.
С 2009 г, серийно начал выпускаться аппарат АПЭ-90-А. Он имеет внешний вид, схожий с моделью АПЭ-120-И.
Однако в его комплект не входит упорная плита, а для обеспечения необходимых габаритных размеров в конструкцию аппарата вошла дополнительная плита, не являющаяся упорной. Также внешним отличительным признаком является более массивная задняя плита.

В настоящее время на завершающей стадии разработки находится еще ряд моделей поглощающих аппаратов. Сотрудники ОАО «НПК "Уралвагонзавод"» разрабатывают аппарат класса Т1 с применением упругих полимерных элементов, а также эластомерный аппарат класса ТЗ.
Специалистами ООО «НПП Дипром» разработан поглощающий аппарат класса Т2, получивший наименование ПМКЭ-110. Этот аппарат создан на базе аппарата ПМК-110-К-23 с использованием эластомерной вставки вместо пружин. ОАО «Авиаагрегат» разрабатывает конструкцию эластомерного поглощающего аппрата класса Т1 с использованием полимерных элементов.
ОАО «АЗОВМАШ» разработан поглощающий аппарат АПМ-120-Т1. ОН представляет собой механизм упруго-фрикционного типа, разработан на базе серийного выпускаемого поглощающего аппарата ПМКП-110К-23. Вместо пружинного комплекта в нем используется пакет упругих элементов 6. Стабилизацию силовой характеристики пакета упругих элементов 6 обеспечивают регулировочные пластины 10 и пластина 11. Фиксацию всех деталей в аппарате обеспечивает болт стяжной 8 с гайкой 9.
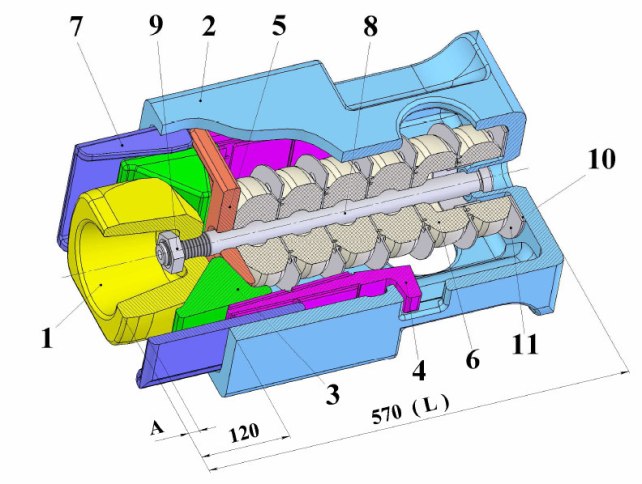
1-конус нажимной; 2 - корпус; 3 - клин; 4 - пластина неподвижная; 5 - пластина опорная; 6 - пакет упругих элементов;
7- пластина подвижная; 8 - болт стяжной; 9 - гайка М30-6Н.20 ГОСТ 5916-70; 10- пластина регулировочная; 11- пластина
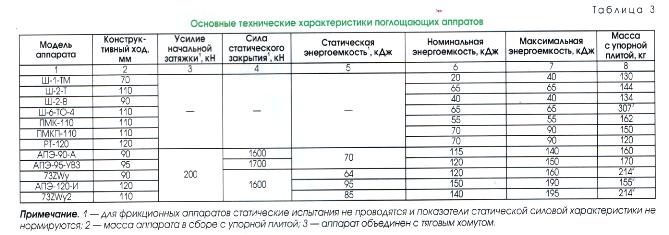
Основные технические показатели аппаратов, рассмотренных выше, а также массово встречающихся в эксплуатации, приведены в табл. 3.
Современные поглощающие аппараты в 2 — 4 раза превосходят пружинно-фрикционные аппараты Ш-2-В по энергоемкости и обеспечивают благодаря этому лучшую защиту вагона и перевозимого груза от повреждающего воздействия продольных сил в поездном и маневровом режимах эксплуатации,
Большинство из этих аппаратов обладает высокой стабильностью силовой характеристики, надежностью, большим сроком службы. Исходя из этого для повышения сохранности вагонов и перевозимых грузов необходимо насыщение вагонного парка новыми, более энергоемкими поглощающими аппаратами, не только путем их установки на вновь строящийся подвижной состав, но и на вагоны, проходящие плановые виды ремонта.
Еще одно несомненное достоинство современных аппаратов — высокий гарантийный срок службы (табл. 4). У большинства аппаратов он составляет 8 лет.

Их ремонт предусмотрен в условиях заводов-изготовителей или в специализированных ремонтных центрах, имеющих необходимое оборудование для проверки силовой характеристики после ремонта.
При плановых видах ремонта вагонов на вагоноремонтных предприятиях следует только снять аппарат, в контрольном пункте автосцепки КПА оценить его техническое состояние по внешним браковочным признакам, зарядить, засунуть аппарат с упорной плитой в тяговый хомут и установить на вагон.
Web- страница подготовлена
на основе статьи A.H. Степанова, научного сотрудника
и Д.А. Ступина , заведующего лабораторией ОАО «ВНИИЖТ»
В начало страницы
Назад <<< >>> Вперед
|
|