| |
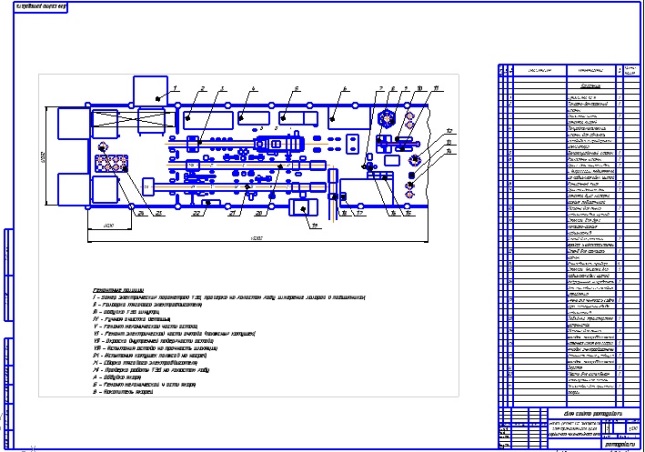
Участок ремонта ТЭД электровозов
Описание к чертежу № 528
Спецификация: 1 – сушильная печь; 2 – токарно-винторезный станок; 3 – поточная линия ремонта якорей; 4 – полуавтоматический станок для обточки, шлифовки и продорожки коллекторов; 5 – балансировочный станок; 6 – расточной станок; 7 – пресс для запрессовки и выпрессовки подшипников из подшипниковых щитов; 8 – консольный кран; 9 – приспособление для ремонта букс моторно-осевых подшипников; 10 – машина для мойки подшипниковых щитов; 11 – стеллаж для букс моторно-осевых подшипников; 12 – стенд для ремонта траверс и щёткодержателей; 13 – стенд для притирки щёток; 14 – кантователь траверс; 15 – стеллаж-вешалка для подшипниковых щитов; 16 -индукционный нагреватель для нагрева горловин остова; 17 – Стенд для монтажа и съёма букс моторно-осевых подшипников; 18 – подъёмно-транспортное устройство; 19 – машина для мойки тяговых электродвигателей; поточная линия для сборки ТЭД; 21- поточная линия разборки ТЭД; 22 – верстак; 23 – место для охлаждения электрических машин; 24 – установка для пропитки якорей
Описание чертежа
Участок ремонта тяговых электродвигателей составляют три технологически связанных линии, а именно поточная линия разборки тяговых электродвигателей, поточная линия сборки тяговых электродвигателей и поточная линия ремонта якорей. Кроме того, для выполнения требуемых технологических операций в электромашинном цехе установлено следующее основное оборудование: машины для мойки тяговых электродвигателей и подшипниковых щитов, установка для пропитки якорей, сушильные печи, испытательная станция, пресс для запрессовки и выпрессовки подшипников из подшипниковых щитов, индукционные нагреватели для нагрева горловин подшипниковых щитов с шкафами управления, токарно-винторезный станок, полуавтоматический станок для обточки, шлифовки и продорожки коллекторов, балансировочный станок, станок для бандажировки якорей и др.
Тяговые электродвигатели и остовы ремонтируют на одиннадцати позициях, размещенных на поточных линиях разборки и сборки тяговых электродвигателей. Разборку и сборку тяговых электродвигателей выполняют вертикальным способом, при котором выемка якоря из остова и опускание якоря в остов происходят при вертикальном положении остова.
После разборки колесно-моторного блока и снятия малой шестерни тяговый электродвигатель снаружи обмывают в моечной машине, а затем мостовым краном устанавливают на I позицию поточной линии разборки. Дальнейшее перемещение тягового электродвигателя и его остова по поточной линии разборки и в сушильно-пропиточное отделение осуществляется подъемно-транспортной установкой.
На I позиции замеряют электрические параметры тягового электродвигателя и осевой разбег якоря, испытывают электродвигатель на холостом ходу для проверки работы подшипников и величины вибрации, снимают крышки подшипниковых щитов, упорные и стопорные кольца подшипников и замеряют радиальные зазоры в подшипниках. Для выполнения указанных технологических операций позиция оснащена статическим преобразователем с клеммовой колонкой и индукционным нагревателем для демонтажа внутренних колец роликоподшипников и лабиринтных колец.
В связи с тем что па поточной линии применен вертикальный способ разборки, следующая II позиция оборудована стендом для разборки и сборки тягового электродвигателя, на который электродвигатель устанавливают при помощи тележки подъемно-транспортной установки. На стенде сначала выпрессовывают подшипниковый щит со стороны, противоположной коллектору, вынимают мостовым краном якорь и транспортируют его на поточную линию ремонта якорей. Затем поворачивают остов на 180°, выпрессовывают подшипниковый щит со стороны коллектора, снимают траверсу и транспортируют ее на участок ремонта. Остов после разборки тягового электродвигателя перемещают на III позицию, где при помощи камеры для обдува удаляют пыль из внутренней части. На IV позиции ветошью, смоченной в керосине, с остова удаляют пыль, смешанную со смазкой, которая не была удалена сжатым воздухом камеры для обдува.
V позиция служит для ремонта механической части остова. Здесь проверяют резьбовые отверстия, износ моторно-осевой горловины и плотность посадки букс моторно-осевых подшипников, заваривают трещины, восстанавливают резьбовые соединения и выполняют ряд других работ.
На VI позиции остов устанавливают в кантователь и ремонтируют его электрическую часть. Проверяют межкатушечные соединения, плотность посадок катушек на сердечниках главных и дополнительных полюсов, затяжку полюсных болтов и производят другие ремонтные работы. При обнаружении неисправной катушки ее из остова вынимают, пользуясь специальным приспособлением, отвернув предварительно полюсные болты гайковертом, подвешенным на колонне.
Затем остов перемещают в окрасочную камеру (позиция VII), расположенную в сушильно-пропиточном отделении, для окраски внутренней поверхности. После окраски остов сушат в печи и затем после охлаждения устанавливают мостовым краном на одну из подставок поточной линии сборки тяговых электродвигателей. В дальнейшем остов и собранный тяговый электродвигатель перемещают по позициям поточной линии сборки тележкой подъемно-транспортной установки.
VIII позиция служит для испытания остова на электрическую прочность изоляции относительно корпуса напряжением переменного тока частотой 50 Гц в течение 1 мин, Для этого позиция оснащена передвижной пробивной установкой на 12 кВ и имеет ограждение.
На IX позиции проверяют надежность межкатушечных соединений и выводов полюсных катушек, прогревая их двойным часовым током в течение 8- 10 мин от многопостового выпрямителя ВДМ-1601. Нагрев всех катушек, межкатушечных соединений и выводов при проверке на ощупь должен быть одинаковым.
Далее отремонтированный и проверенный остов устанавливают и закрепляют на одном из стендов разборки и сборки тяговых электродвигателей позиции X стороной, противоположной коллектору, вверх. При помощи пресса запрессовывают в остов подшипниковый щит и закрепляют его гайковертом. Затем остов поворачивают вверх стороной коллектора, опускают в него отремонтированный якорь и устанавливают траверсу, предварительно закрыв коллектор предохранительным кожухом. После установки траверсы предохранительный кожух с коллектора снимают и запрессовывают подшипниковый щит. Затем замеряют радиальный зазор подшипников, надевают лабиринтные кольца, устанавливают и закрепляют крышки подшипников, камеры сбора отработавшей смазки подшипников и патрубок выхода воздуха. Замеряют осевой разбег якоря и биение коллектора, зазор между якорем и полюсами. Регулируют зазоры между коллектором и щеткодержателями. Проверяют установку траверсы по геометрической нейтрали, после чего закрепляют и шплинтуют стопорные и фиксирующие болты. Подсоединяют и закрепляют выводы кабелей к верхним щеткодержателям.
На XI позиции проверяют работу тягового электродвигателя на холостом ходу, вращая якорь от статического преобразователя. Устанавливают крышку клеммовой коробки. Ставят и закрепляют крышки верхнего и нижнего коллекторных люков, проверяя плотность их прилегания. Мостовым краном снимают тяговый электродвигатель с последней позиции поточной линии сборки и транспортируют на испытательную станцию.
Якорь, поступающий с поточной линии разборки тяговых электродвигателей, мостовым краном в вертикальном положении устанавливают на кантователь и в горизонтальном положении укладывают на подготовительную позицию поточной линии ремонта якорей. Эта линия обеспечивает бескрановое передвижение якоря с одной позиции ремонта на другую с автоматизацией и механизацией подъема, вращения, опускания и продувки. Линия состоит из трех позиций и предназначена для ремонта якорей до пропитки. С подготовительной позиции якорь на тележке перемещают в камеру для обдува (позиция А). До перемещения якоря в камеру домкрат находится в крайнем нижнем положении, а кожух поднят до крайнего верхнего положения. После остановки якоря в камере домкрат начинает подниматься, а кожух опускаться пневматическим приводом, управляемым электромагнитным вентилем и воздухораспределителем. Это происходит до тех пор, пока низ кожуха не соединится с верхом корыта, прикрепленного к домкрату.
После окончания подъема якоря начинают вращаться ролики, расположенные на плите домкрата, а вместе с ними и опирающийся па них якорь. Вращающийся якорь очищается от пыли направленными потоками сжатого воздуха через сопла. Воздух в камеру попадает через поворотный колпак, при помощи которого можно, изменяя скорость входа воздуха, устранить выброс пыли наружу во время обдува якоря. Воздух с пылью отсасывается через воздухопровод вентиляционной установкой. После окончания обдува якоря и отсоса воздуха с пылью включают пневмопривод для подъема кожуха и домкрат опускает якорь на тележку.
Затем тележку перемещают на позицию Б, где протирают обмотки якоря и концы вала, индукционным нагревателем при необходимости снимают внутренние кольца роликоподшипников, проверяют шейки вала дефектоскопом и выполняют другие ремонтные работы механической части якоря. Позиция оборудована домкратом, на верхней плите которого установлены ролики, придающие якорю вращательное движение. Ролики приводятся в движение от электропривода через редуктор и цепную передачу. Привод вращения роликов установлен па подвижной плите домкрата. Последний работает от насосной станции давлением 6,3 МПа. Включение вращения роликов, а также управление домкратом производится с пульта, расположенного на позиции.
Тележки, перемещающие якоря, представляют собой сборную конструкцию из рамы и роликов. Рама сварена из швеллеров и придает конструкции жесткое соединение, на которое устанавливают ремонтируемый якорь. Рама тележки соединена с цепью конвейера и перемещается вместе с ней со скоростью 3,5 м/мин.
Шаговое поступательное движение передается конвейеру от привода цепью через приводной блок, состоящий из вала, на концах которого надеты звездочки цепного конвейера и подшипники. На одном конце вала расположена приводная звездочка, соединенная цепной передачей с звездочкой выходного вала редуктора.
После выполнения работ на позиции Б якорь перемещают на последнюю резервную позицию поточной линии ремонта якорей. С этой позиции якорь снимают тележкой подъемно-транспортной установки и перемещают на накопитель, представляющий собой стойки с роликами. На накопителе замеряют механическую часть якоря, после чего перемещают его па место испытания.
После проверки на межвитковое замыкание подъемно-транспортной установкой перемещают якорь на кантователь, расположенный в сушильно-пропиточном отделении, затем мостовым краном поворачивают его на кантователе в вертикальное положение и опускают в установку для пропитки методом окунания. После сушки якорь устанавливают на кантователе в горизонтальное положение и подъемно-транспортной установкой перемещают на место проверки электрической прочности изоляции. Место имеет ограждение и оборудовано передвижной пробивной установкой на 12 кВ.
Затем якорь перемещают на накопитель, где измеряют механическую часть. С накопителя якорь в горизонтальном положении мостовым краном подают на станки для обработки шеек вала и коллектора, продорожки коллектора и балансировки якоря. После выполнения станочных операций якорь транспортируют на накопитель готовых якорей, а оттуда в вертикальном положении подают на поточную линию сборки тяговых электродвигателей.
Снятые на поточной линии разборки тяговых электродвигателей подшипниковые щиты, крышки, уплотнительные кольца, траверсы с щеткодержателями, а также буксы моторно-осевых подшипников транспортируют на специализированные участки, где их ремонтируют в соответствии с правилами ремонта и технологическими инструкциями, после чего отремонтированные узлы и детали поступают на сборку тяговых электродвигателей. |
|